Case study
Solvent condensation for recycling in pharmaceutical processes
Sustainability through high-efficiency solvent recovery with air refrigeration

Photo credit: Refolution Industriekälte GmbH
Key information
Client:
Confidential, pharmaceutical manufacturer
Supplier:
HOF Sonderanlagenbau GmbH; Refolution Industriekälte GmbH
Type of facility:
Pharma production
System start-up:
2021
Pharmaceutical production facilities depend on a wide range of organic solvents throughout the drug development process. Reclaiming solvents significantly reduces operational costs. Beyond the pharmaceutical sector, solvent recovery is also key in chemical, petrochemical, and medical device manufacturing.
In this pharmaceutical facility, the installed CryoProPhase system recovers over 99.9% of ethanol and acetone from pharmaceutical exhaust gas, using only air as refrigerant to cool down the gas to -80 °C. By eliminating synthetic refrigerants and complying with Good Manufacturing Practices (GMP) and emission-related regulations (TA-Luft), the solution drastically reduces environmental pollution and operating costs while enabling sustainable pharmaceutical production.
Requirements
The client requested a GMP-compliant condensation of volatile organic compounds (VOCs) from exhaust gas in the production facility. The client has multiple processes with either nitrogen/ethanol or nitrogen/acetone mixtures occurring in batch processes with a high dynamic. Sudden peaks in volume flow and VOC concentration occur while the installation needed to ensure high solvent recovery with TA-Luft and environmental regulation compliance. Ideally, the recovered solvents can be used directly in the process again to avoid energy intensive recycle processes. Therefore, the ethanol and acetone sources are separated to avoid separation processes. In accordance with the clients environmental goals synthetic refrigerants (F-Gases) had to be avoided, preserving future-proof operations.
Solution
The installed CryoProPhase technology is a modular, compact cryogenic condensation skid featuring a two-pass shell-and-tube heat exchanger integrated with a centralized air- cycle refrigeration unit. The system achieves process temperatures from −40 °C to −110 °C (optionally down to −160 °C), tailored to the condensation characteristics of each solvent. Additionally, it incorporates heat recovery from waste gas to pre-cool incoming process streams, significantly reducing the net energy demand.
The system uses ambient air as refrigerant in a closed-loop turbo-compression reversed- Brayton cycle (Mirai Intex). This allows dynamic response to changing load profiles while avoiding F-gases, synthetic refrigerants, or substances subject to future bans (e.g. PFAS or TFA-producing compounds). Operating pressures remain under 10 bar, simplifying safety requirements and eliminating the need for periodic leak checks.
Key benefits and features
Natural refrigerant: Air with ODP =0, GWP = 0, TFA = 0
Modular design: Skid and chiller decoupled, allowing flexible installation
Dynamic performance: Turbo compressor allows fast load changes
Efficiency: Heat recovery and high part load performance
Cost-effective: Recycling, no refrigerant refill, TA-Luft compliant, low energy use
Technical data
Cooling capacity:
~5kW
Refrigerant charge:
Nitrogen gas, no phase change
Heat sink temperature
-5°C
Main components:
Mirai Intex air-chiller,
Shell‑tube cryo-exchanger
Heat‑recovery loop
Special features:
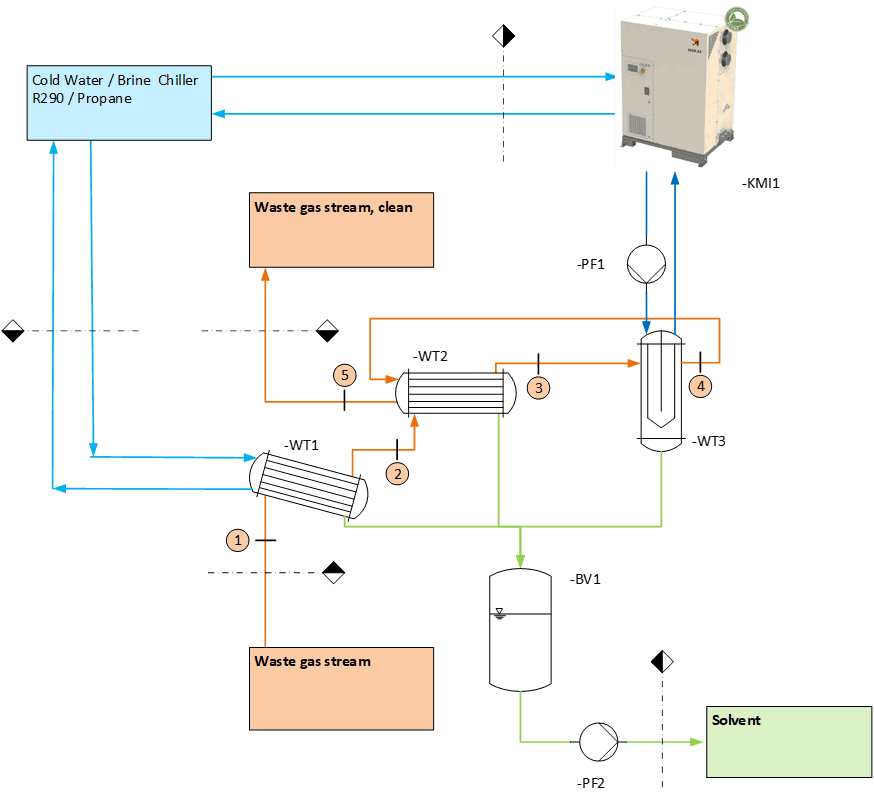
Figure: CryoProPhase technology

Contact
Thomas Frank
Refolution Industriekälte GmbH
info@refolution.de
+49 (0) 761 76993300